Por favor haga clic aquí e para ver el vídeo:
https://www.youtube.com/shorts/9aEUcIyW3cU
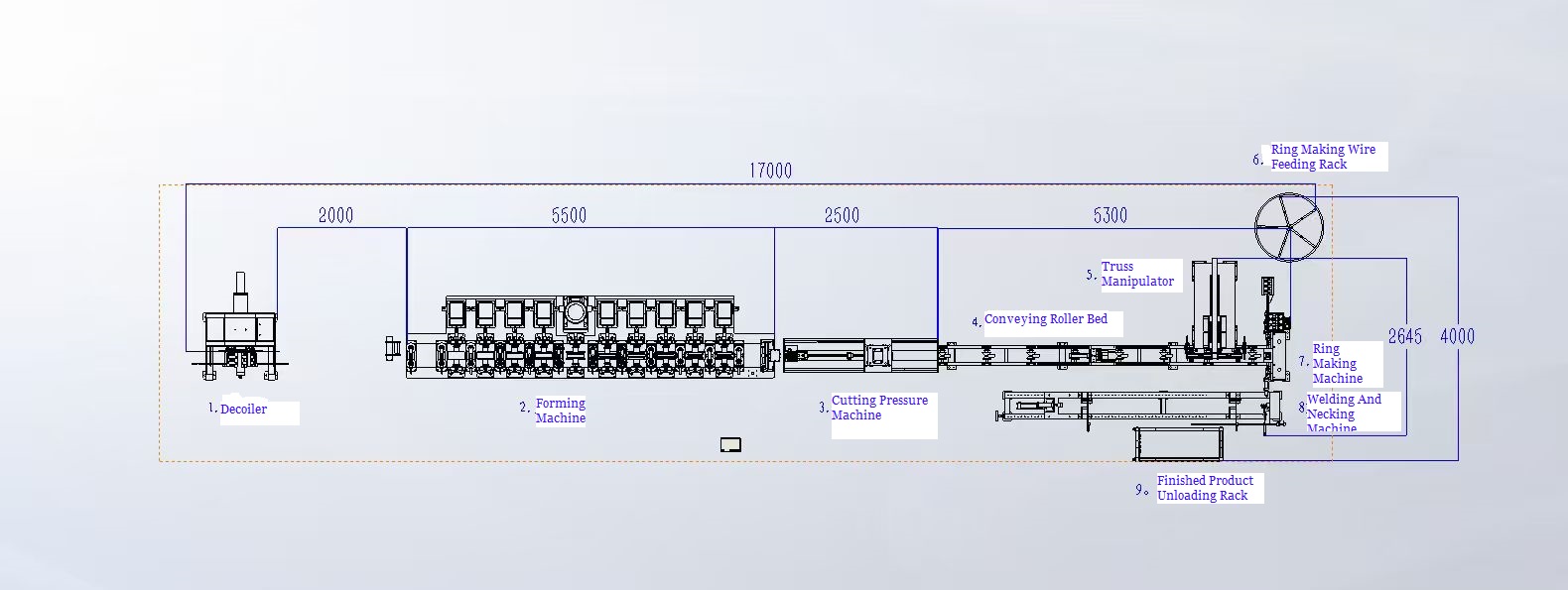
FLUJO DE TRABAJO:
Tipo de placa:
Espesor del material (espesor de la pared): 2,3-3,0 mm, Espesor común: 2,7 mm


Material:
Componentes de la máquina
| Número de serie | Nombre del producto | Unidad | Cantidad | Observaciones |
|---|---|---|---|---|
| 1 | Desenrollador | Colocar | 1 | Desbobinador hidráulico de 3 toneladas |
| 2 | Máquina formadora principal | Colocar | 1 | Incluye reductor, caja de engranajes, mecanismo de guía y mecanismo de conformado en frío. |
| 3 | Dispositivo de corte | Colocar | 1 | Incluye funciones de corte, ranurado, estrangulamiento, función de conteo y perilla de ajuste de varilla de anclaje. |
| 4 | Dispositivo de alimentación | Colocar | 2 | Un alimentador motorizado que acciona un alimentador no motorizado, velocidad de alimentación ajustable |
| 5 | Tolva recolectora de varillas de anclaje | Colocar | 1 | Para colocar varillas de anclaje cortadas sobrantes |
| 6 | Sistema de estación hidráulica | Colocar | 1 | Equipado con motor de 7,5 kW y bomba de émbolo de 25 MPa. |
| 7 | Sistema de control PLC | Colocar | 1 |
Compuesto por PLC, pantalla táctil, convertidor de frecuencia y otros componentes eléctricos; todos los componentes se pueden instalar en la plataforma Codesys.
|
| 8 | Brazo robótico de pórtico (brazo doble) | Colocar | 1 | El Brazo Robótico 1 toma con precisión las varillas de anclaje del alimentador y las coloca en la posición reservada del banco de trabajo de ensamblaje de anillos. Tras el ensamblaje de los anillos, el Brazo Robótico 2 toma las varillas de anclaje con los anillos ensamblados y las coloca en las Estaciones de Soldadura 1 y 2, respectivamente. Cada brazo robótico se mueve de un lado a otro de forma independiente, con velocidad y distancia de movimiento ajustables (izquierda, derecha, arriba y abajo). |
| 9 | Banco de trabajo para ensamblar anillos | Colocar | 1 | Compuesto por anillo soporte de montaje y cilindro neumático, aplicable para la colocación de varillas de anclaje con una longitud de 1,5-3m. |
| 10 | Máquina hidráulica para fabricar anillos | Colocar | 1 | Capaz de hacer anillos de alambre de acero de φ8 mm; el alambre de acero para hacer anillos debe ser un alambre estirado en frío (círculo perfecto) con un error de diámetro de menos de 0,02 mm (2 milésimas de pulgada). |
| 11 | Moldes para máquinas para fabricar anillos | Colocar | 6 |
Moldes para alambre de 8 mm de diámetro, especificaciones como sigue:
|
| 12 | Máquina de soldadura de anillos | Colocar | 1 | Máquina automática de soldadura de anillos con estación A y estación B |
| 13 | Tolva recolectora de producto terminado | Colocar | 1 | Para colocar varillas de anclaje terminadas |
| 14 | Mandril de cambio rápido de la máquina formadora principal | Colocar | 5 |
Incluye moldes de perfilado para perfiles de 39 mm, 40 mm, 43 mm, 44 mm, 47 mm y 48 mm, con 6 tipos de mandriles en total.
|
Requisitos técnicos principales
Esta máquina puede producir pernos de anclaje divididos en seis especificaciones con diámetros de 39 mm, 40 mm, 43 mm, 44 mm, 47 mm y 48 mm, con una producción de aproximadamente 2500 pernos de anclaje terminados en 8 horas.
La máquina automática integrada para pernos de anclaje es un equipo de producción automatizado que integra el conformado, el estrangulado, la fabricación de anillos, el corte y la soldadura de pernos de anclaje. Se caracteriza por su alta automatización, su operación sencilla y su alta eficiencia de producción. Su rendimiento y producción son superiores a los de las líneas de producción existentes, con cada unidad funcionando de forma fiable y con una baja tasa de fallos. Al utilizar fleje de acero laminado en frío con una resistencia a la tracción superior a 550 MPa, se alcanza el rendimiento máximo.
4,5±1 piezas por minuto
de pernos de anclaje de fijación dividida que cumplen con la norma MT 285-1992, con la especificación de MF39/40/43/47/48×1800-2400mm, y la longitud es ajustable.
La línea de producción consta de: desbobinador hidráulico de 3 toneladas → máquina formadora de pernos de anclaje → unidad de contra-corte, estrangulación y corte → alimentador → brazo robótico de armadura de pórtico → banco de trabajo de ensamblaje de anillos → máquina para fabricar anillos → máquina de soldadura de anillos → gabinete de control principal → componentes hidráulicos → tolva de recolección de producto terminado.
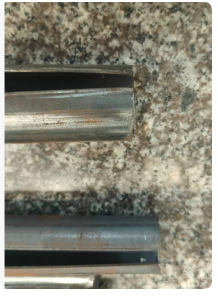
La banda de acero ingresa a la máquina formadora y se lamina mediante diez pasadas para producir cuerpos de pernos de anclaje en seis especificaciones con diámetros de 39 mm, 40 mm, 43 mm, 44 mm, 47 mm y 48 mm, respectivamente. El eje principal del perno de anclaje tiene un diámetro de 70 mm y adopta un diseño de rosca a izquierda y derecha. Ambos lados del rodillo están equipados con tuercas y arandelas de seguridad dobles para evitar que se afloje. Impulsado por un motor asíncrono trifásico de 15 kW, la potencia se transmite a cada eje de formación a través de una caja de distribución de potencia tras ser desacelerada por un reductor, lo que garantiza una potencia equilibrada y una velocidad síncrona de cada eje de formación. Dispone de control remoto inalámbrico para el arranque y la parada.
El método de corte es hidráulico. El carro de seguimiento se instala en el riel guía lineal del bastidor, y sobre él se monta un dispositivo hidráulico de corte y estrangulación. El contador envía instrucciones al dispositivo de corte, el perno de anclaje empuja el carro para que se deslice hacia adelante a lo largo del riel guía lineal, y la matriz de corte sigue el cuerpo del perno hasta la longitud establecida, según las instrucciones, para cortarlo y estrangularlo. Un servomotor acciona el husillo de bolas para devolver el carro a su posición original. Los cuerpos de los pernos cortados y estrangulados ruedan hacia el alimentador, que los guía automáticamente a la posición reservada.
Al recibir la señal de posicionamiento del cuerpo del perno, transmitida desde la posición reservada del alimentador, la pinza 1 del brazo robótico de la estructura de pórtico lo sujeta y lo entrega a la estación de ensamblaje de anillos, garantizando que la dirección de corte del cuerpo se mantenga inalterada durante el movimiento. Funciona en ambos sentidos para transportar repetidamente los cuerpos de los pernos, con velocidad y distancia de transporte ajustables.
Al recibir la señal de finalización enviada por la máquina de fabricación de anillos, la pinza 2 del brazo robótico de la armadura de pórtico sujeta el cuerpo del perno y lo entrega a las estaciones de soldadura A y B de la máquina de soldadura de anillos, asegurando que la dirección de corte del cuerpo del perno se mantenga inalterada durante el movimiento. Funciona en ambos sentidos para transportar repetidamente los cuerpos de los pernos, con velocidad y distancia de transporte ajustables.
Banco de trabajo para ensamblar anillos
:Al recibir el cuerpo del perno entregado por el brazo robótico 1, el cilindro de aire lo empuja a la posición reservada de la máquina para fabricar anillos para un ensamblaje rápido del anillo.
Estante de alimentación de alambre
:
Todo el paquete de alambre trefilado en frío de 8 mm de diámetro (material: Q195, error de redondez dentro de 0,02 mm) se monta en el bastidor del carrete de alimentación de alambre, y el alambre trefilado en frío se extrae manualmente y se inserta en el rodillo de alimentación de la máquina para fabricar anillos.
Máquina hidráulica para fabricar anillos
:
Compuesto por un carrete de alimentación de alambre, un servoalimentador y una máquina hidráulica de corte y conformado. Esta pieza endereza la bobina de materia prima, la corta a una longitud fija y enrolla la barra de acero en la posición correcta del perno de anclaje sin aflojarla. El corte y el encintado de esta pieza se controlan mediante cilindros hidráulicos de aceite. Los parámetros de longitud de alimentación y encintado se controlan mediante un PLC y se ajustan mediante una pantalla táctil.
Máquina de soldadura de anillos
Compuesto por dos máquinas de soldadura de CO2, equipadas con un banco de trabajo para la soldadura de anillos de cuerpo de perno con dos máquinas y dos estaciones (Estaciones A y B). Tras recibir el cuerpo de perno con el anillo de acero entregado por la pinza 2 del brazo robótico de cerchas, las estaciones de soldadura (A y B) realizan una soldadura rápida con cordones de soldadura completos y lisos a alta velocidad. La corriente y el voltaje de la máquina de soldadura de anillos se pueden ajustar remotamente.
Tolva recolectora de producto terminado
:
Tras la descarga de los pernos de anclaje soldados, la máquina de soldadura de anillos los introduce automáticamente en la tolva de recolección de producto terminado. El equipo funciona de forma continua sin intervención manual.
Consola de control
:
Controla los procesos 1 a 10 y admite la operación remota inalámbrica.
Estación hidráulica
:
Utilizado por la unidad de corte hidráulica y la máquina hidráulica para fabricar anillos.
Parámetros principales y datos clave del equipo
1. Parámetros técnicos del equipo
1.1 Diámetro del eje horizontal: φ70 mm
1.2 Altura del centro del eje inferior: 140 mm
1.3 Distancia entre centros de ajuste del eje vertical: 135-160 mm
1.4 Espaciado entre ejes horizontales delantero y trasero: 400 mm
1.5 Diámetro del eje del rodillo vertical: φ25 mm
1.6 Rango de ajuste de dos rodillos verticales: 90-170 mm
2. Datos clave
2.1 Velocidad de formación: 4-12 m/min, ajustable
2.2 Motor giratorio principal: 15KW
2.3 Reductor: K107
2.4 Potencia del motor de la estación de bombeo hidráulico: 7,5 kW
2.5 Espesor de laminado de la unidad: 2,7 mm para bobinas de acero Q195-Q355
2.6 Longitud fija: 1,8-2,4 m
2.7 Producción de pernos de anclaje por minuto: 4,5 piezas ±1
2.8 Brazo robótico de pórtico: 1 juego (2 estaciones: A, B)
2.9 Máquina hidráulica para fabricar anillos: 1 juego
2.10 Unidad de soldadura de anillo: 1 juego
| NO | NOMBRE DE LA MÁQUINA | UNIDAD | CANTIDAD | OBSERVACIONES | FOTOS |
| 1 |
Bastidor de alimentación con tensor hidráulico
|
Colocar | 1 |
Incluye estación hidráulica
|

|
| 2 |
Máquina principal formadora de pernos de anclaje
|
Colocar
|
1 |
Incluye un juego de placas de cambio rápido de especificaciones
|

|
| 3 |
Unidad de corte y estrangulación
|
Colocar
|
1 |
Incluye estación hidráulica
|

|
| 4 |
Bastidor transportador de varillas de anclaje
|
Colocar
|
1 |
3,5 m de longitud
|

|
| 5 |
Armario eléctrico
|
Colocar
|
1 |
Para toda la línea de producción
|
|
| 6 |
Brazo robótico de estructura de pórtico
|
Colocar
|
1 |
Incluye dos unidades: elevación y transporte.
|

|
| 7 |
Máquina automática para fabricar anillos hidráulicos
|
Colocar
|
1 |
Incluye un juego de moldes de especificación y un banco de trabajo para ensamblaje de anillos.
|

|
| 8 |
Máquina automática de soldadura de anillos (doble estación)
|
Colocar | 1 |
Incluye dos máquinas de soldar Panasonic 350
|

|
| 9 |
Tolva recolectora
|
Colocar | 2 |
-
|

|
| 10 |
Moldes para máquinas para fabricar anillos
|
Colocar | 1 |
-
|
|
| 11 |
Placa de cambio rápido
|
Colocar | 1 |
Para perno de anclaje de fijación dividida con diámetro de 39 mm
|
|
| 12 |
Placa de cambio rápido
|
Colocar | 1 |
Para perno de anclaje de fijación dividida con diámetro de 40 mm
|
|
| 13 |
Placa de cambio rápido
|
Colocar
|
1 |
Para perno de anclaje dividido con diámetro de 43 mm
|
|
| 14 |
Placa de cambio rápido
|
Colocar
|
1 |
Para perno de anclaje de fijación dividida con diámetro de 44 mm
|
|
| 15 |
Placa de cambio rápido
|
Colocar
|
1 |
Para perno de anclaje dividido con diámetro de 47 mm
|
|
| 16 |
Máquina semiautomática para fabricar anillos opcional
|
Colocar
|
1 |
Incluye desenrollador de barras de acero
|

|
| 17 |
Máquina de soldadura de anillo semiautomática (estación única)
|
Colocar
|
1 |
113000; Incluye una máquina de soldar Panasonic 350
|

|
| 18 |
Cortador superior del perno de anclaje
|
Piezas | 1 |
Tipo T
|
|
| 19 |
Cortador inferior del perno de anclaje
|
piezas | 1 |
-
|
|